BRITISH MOTORCYCLE OWNERS CLUB
Vancouver, BC, CANADA
| home |
| about |
| meetings |
| calendar |
| newsletter |
| photo gallery |
| technical files |
| contact us |
| Okanagen Chapter |
| TECHNICAL ARTICALES WRITTEN BY MEMBERS | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
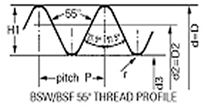
ON THREADS…by Ian Bardsley This article provides some personal observations on threads and is intended to augment Dr. Charles Falco's article at http://www.team.net/www/morgan/tech/whitworth-hist.htm Charles Falco PhD is a professor of Physics at Arizona State University. FYI: he is also a BSA aficionado, a motorcycle restorer and one time lectured on motorcycle technology and a past contributor to the Brit-Iron email listing service. As I started to write this article, I pondered on how just how much we rely on threads to keep our bikes together. So I challenged myself to identify some parts that aren't held together by threads and it wasn't easy. The seat cover - but the seats its bolted to the frame, the gas cap - but the twist lock is actually a thread, ah yes, the rubber bits… yes that's it - just the rubber bits. I'm sure with some effort a book could be written just on threads, however I'll contain myself to some observations relevant to our beloved rides. Some Basics: All threads can be characterized by their outside diameters and the number of threads per inch (tpi). The distance between is referred to as the pitch - (pitch in inches = 1/tpi). The next level of description relates to the included angle of the thread teeth. Some standards also provide for a radius at the tip and trough of the teeth. Threads are cut from bar of the nominal outside diameter of the thread. Because the tips of the thread are rounded (r), the finished OD is slightly less that the nominal value. Also, when creating an original inside thread (e.g. a nut), the hole diameter is determined by the "tapping drill size". To avoid galling of the inside and outside threads, the tapping drill is sized slightly larger than the thread root diameter. The common engineering standard is 75% thread engagement for which: Tapping drill size (inches) = Bolt O.D. - .9742785 / Pitch (TPI) Practical Pointers: Read Dr. Falco's paragraph on British wrenches sizes again (actually, that should be spanner sizes). The reason that the nuts on your bike have no corners is because the previous owner either didn't know they were different than American, or was too tight to buy the proper wrenches. Incidentally, in my early days of apprenticeship training in England, I made a couple of Whithworth spanners that I still use. If you are serious about restoration, you will need to identify thread sizes so that you can replace fasteners or clean up threads. Get yourself a thread pitch gauge and a caliper or micrometer. My pitch gauge covers BSW/BSF, BSC, UNC/UNF and metric and it was great value at around $20.00. Although my Vernier caliper originated in China and only cost about $20, I have found it to be accurate and reliable. The following Thread Identification Chart presents TPI and nominal diameters for the most commonly used threads. My 1975 Commando primarily uses UNC/UNF, however, I have found some BSC and a few metric threads. My 1957 ES2 uses lots of BSC, some BSW/BSF, some UNC/UNF and I even found a 3BA! John Farguson's 1957 Douglas uses lots of BSF - but no BSC (yet) .If in doubt - measure. Drain plugs and plumbing often use BSP. It is good practice to clean up inside threads using a tap. This is particularly appropriate where the thread may have suffered corrosion or contamination - e.g. carbon deposits. Forcing old threads together often leads to problems. Outside threads can sometimes be cleaned up using a thread file or soft wire brush, however running die down a thread is the best approach. I have acquired some of the more common BSC taps & dies and was fortunate to come into possession of some BSW/BSF and BA taps. UNC/UNF are available locally. Taps and dies are available in two common materials: carbon steel which is suitable for cleaning up and light threading, and high speed steel which costs twice as much and is the machinists choice. Despite the difference in included angle, I have found that 1/4" BSF works for 1/4" BSC. Also 1/4", 5/16", 3/8", 7/16" BSW and UNC are interchangeable. Stainless steel replacements for UNC/UNF fasteners are available locally. I have found Pacific Fasteners to be great for bits and pieces. A couple of cautions on stainless: the generally available grades aren't as strong as mild steel and may stretch or fail in high-stress applications, also stainless can gall when used both on its own and in conjunction with other metals - the use of anti-seize lubrication (e.g. Neversieze) prevents this. I've also heard that Loktite works in this application. The original fasteners were "bar turned" on lathes. Traditional standard nuts have a chamfer only at one end, whereas modern standard nuts are chamfered at both. Bolts were made with a slightly domed head, compared to the modern forged versions that are flat and include identification markings. I have acquired traditional style nuts and bolts in stainless steel from British Tools and Fasteners of Los Oros, CA (805 528 0418, http://www.britishfasteners.com/Merchant2/merchant.mvc - they're good, but not cheap). I have also "antiqued" UNC/UNF nuts by grinding off the chamfer at one end of the nut. Cadmium (CAD) plating was popular for finishing motorcycle fasteners. It was relatively cheap to apply and offered good "lubricity" - enabling threads to be easily removed. Unfortunately, CAD is toxic and not many electroplaters offer this service due to the significant environmental regulations. Hudson plating in Vancouver offers CAD re-plating on a batch basis - take everything you need done at one time. Sometimes the start of a thread becomes damaged due improper starting (crossed). On an outside thread this can often be recovered using a suitable file, however, inside threads aren't as easy. A technique I picked up from "Norton" Dave at Redline, is to grind and old saw blade to create a single thread tooth that can be used as a pick to remove bits of damaged internal threads. This works best with aluminum, but I've also used it on steel.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
Table of BSC - British Standard Cycle Thread
| Diameter | TPI | Pitch (inches) | Core Diameter (inches) | Tapping Drill Size |
| 1/8 | 40 | 0.025 | 0.0984 | Number Drill 39 |
| 0.1004 in. (2.5 mm) | ||||
| 5/32 | 32 | 0.0312 | 0.1231 | Number Drill 30 |
| 0.126 in.(3.25 mm) | ||||
| 3/16 | 32 | 0.0312 | 0.1542 | Number Drill 23 |
| 0.1562 in. (3.97 mm) | ||||
| 1/4 | 26 | 0.0385 | 0.2091 | Number Drill 3 |
| 0.2188 in. (5.56 mm) | ||||
| 9/32 | 26 | 0.0385 | 0.2403 | Letter Drill D |
| 0.2441 in. (6.2 mm) | ||||
| 5/16 | 26 | 0.0385 | 0.2715 | Letter Drill J |
| 0.2756 in. (7 mm) | ||||
| 3/8 | 26 | 0.0385 | 0.334 | Letter Drill R |
| 0.3368 in. (8.65 mm) | ||||
| 7/16 | 26 | 0.0385 | 0.3965 | Letter Drill X |
| 0.3976 in. (10.1 mm) | ||||
| 1/2 | 26 | 0.0385 | 0.459 | (11.75 mm) |
| 9/16 | 26 | 0.0385 | 0.5215 | 33/64 in. (13.1 mm) |
| 5/8 | 26 | 0.0385 | 0.584 | 15 mm (0.5906 in.) |
| 11/16 | 26 | 16.5 mm (0.6496 in.) | ||
| 3/4 | 26 | 18 mm (0.7087 in.) | ||
| Table of BSC - British Standard Cycle Thread | ||||